производство фрез
для деревообработки
Владимирская обл, г. Муром
ул. Энергетиков д. 1-Б
Владимирская обл, г. Муром
ул. Энергетиков д. 1-Б
1.Назначение и область применения.
1.1 Фрезы дереворежущие насадные сборные с твердосплавными пластинами (ножами) выполнены в форме фрезерных сборок или в форме отдельных корпусов, имеющих постоянный диаметр резания.
2.Устройство.
2.1 Фрезерная сборка состоит из фрез, установленных на стакане с гладкой посадкой через промежуточные и регулировочные кольца и закрепленных гайкой с правой или левой резьбой, в зависимости от вращения шпинделя.
На торцевых поверхностях корпусов фрез выбита цифра 0 - вертикальная линия ориентирования корпусов при сборке (во избежание дисбаланса). На верхнем корпусе сборки указаны максимальные обороты вращения, габаритные размеры, её тип или номер и товарный знак предприятия-изготовителя.
2.2 Крепление ножей на корпусах фрез производится винтом, или винтом через клин, имеющим углубление для упора винта.
2.3 Корпуса фрез, крепежные элементы и ножи изготовлены в соответствии с ГОСТ 13932-80, ГОСТ Р 52419-2005, ГОСТ Р 52401-2005, ГОСТ Р 53926-2010, ГОСТ Р 53927-2010, ТУ3952-001-3307012675-09 и ТУ3950-002-3307012675-09 предприятия-изготовителя.
3. Указание мер безопасности.
3.1 К эксплуатации инструмента допускаются лица, прошедшие обучение и аттестацию по ОТ и ТБ для работ на деревообрабатывающих станках.
3.2 Ножи на фрезах и фрезы на стаканах должны быть правильно установлены и надежно закреплены. Затяжку ножей производите специальными ключами шестигранник А2.5, А3, А4, А5, А6 и Torx T9, T15, T20.
3.3 Запрещается превышать максимальные обороты вращения фрез и фрезерных сборок, указанные на корпусах фрез.
3.4 При ручной подаче подавайте заготовку на фрезу плавно.
3.5 Не производите очистку фрез, регулировку и смену ножей непосредственно на шпинделе станка.
3.6 Ограждения, кожуха станков и стружкоудаления не должны мешать установке и вращению инструмента.
4.Подготовка к работе и порядок работы.
4.1 Перед началом работы проверяется затяжка корпусов на стакане, наличие и целостность ножей на корпусах фрез.
4.2 Фрезерные сборки устанавливаются на шпиндель станка гайкой вверх.
4.3 Убедитесь в совпадении направления вращения шпинделя станка и направления резания фрезы.
4.4 Движением суппортов или направляющих линеек установите базовые размеры с помощью любой фрезерной сборки, предназначенной для установки на данный станок. Для остальных сборок регулировка положения шпинделя и направляющей линейки не требуется. Данная операция производится для профилирующих и шипорезных сборок отдельно.
4.5 Опробуйте работу оборудования с инструментом на холостом ходу, после чего сделайте пробное фрезерование. При необходимости выполните переналадку станка.
За счет разброса технических параметров оборудования один и тот же инструмент дает разные плотности шиповых соединений на разных станках.
Сборная конструкция дает возможность регулировки плотности шипового соединения за счет установки дополнительных, регулировочных колец - 0.1, 0.3, 0.5, 1.0 (мм) между корпусами фрез, или за счет замены промежуточных колец на более тонкие кольца.
4.6 Регулировку плотности шиповых соединений производите после проверки биения шпинделя и его перпендикулярности столу или плоскости движения шипорезной каретки.
На предприятии-изготовителе инструмент регулируют, производят динамическую балансировку, проверяют совпадение базовых высот фрезерных сборок, 100%-но изготавливают опытные образцы изделий с проверкой соответствия их геометрических размеров чертежам, проверяют плотность шиповых соединений и стыковку профилей. Дальнейшая регулировка, если таковая необходима, производится владельцем инструмента самостоятельно.
5. Техническое обслуживание.
Безотказная и долговечная работа инструмента зависит от его правильной эксплуатации и своевременного ухода. Инструмент прост в эксплуатации, но требует бережного обращения.
5.1 Необходимо следить за тем, чтобы инструмент был вовремя отмыт и очищен от смолы.
5.2 При обслуживании инструмента не прикасаться ножами к металлическим предметам - (ножи очень твердые, но хрупкие). Стеллажи и верстаки под инструмент должны быть обшиты деревом, фанерой или ДВП.
5.3 Для замены ножа следует:
- очистить шилом или другим предметом шестигранное отверстие крепежного винта;
- ключом ослабить винт и снять нож с клином;
- неметаллическим предметом очистить посадочное (шлифованное) место ножа, клин и нож от смолы и пыли;
- вставить нож с клином в посадочный канал, удерживая нож с клином, прижать нож к упорной стенке и вниз к скосу канала и, если нож профильный, к торцевой базе-винту;
- не отпуская нож с клином, и удерживая их строго в посадочном месте, выполнить несколько движений по затяжке и ослаблению крепежного винта. Почувствовав отсутствие смещения клина и ножа при закручивании винта, выполнить слабую затяжку.
- визуально либо на оправке по индикатору убедиться (но не выставлять) в правильной установке и выполнить окончательную затяжку с Мкр (Н м) для: М4-1,9, М5-3,5, М6-5,5, М8-9,5, М10-14,3 , М12-20,0.
Прямые и ромбические ножи заглублены относительно подрезных по торцевой поверхности на 0,3 мм и устанавливаются визуально, приблизительно по центру корпуса. Профильные ножи выставляются по боковой базе - установочному винту, подрезные и фасочные - свободной затяжкой винтов.
ВНИМАНИЕ !
Во время сборки и разборки инструмента внимательно следите за чистотой режущих и крепежных элементов, посадочных мест ножей, ступиц корпусов фрез и промежуточных колец. Наличие смолы или опилок между клином, ножом и корпусом фрезы приведет к ослаблению затяжки винта во время работы. За счет центробежной силы нож начнет выезжать, изменится чистота обработки поверхности изделия или его геометрия. Немедленно выключите станок, т.к. нож может сломаться или вылететь вместе с клином. Произведите повторную установку ножа.
Конструкция фрез со сменными неперетачиваемыми ножами позволяет сохранить постоянные геометрические размеры при смене ножей, что сохраняет предыдущие наладки станков и плотность стыковых соединений.
За счет разброса технических параметров оборудования один и тот же инструмент дает разные плотности шиповых соединений на разных станках.
Сборная конструкция дает возможность регулировки плотности шипового соединения за счет установки дополнительных, регулировочных колец - 0.1, 0.3, 0.5, 1.0 (мм) между корпусами фрез, или за счет замены промежуточных колец на более тонкие кольца.
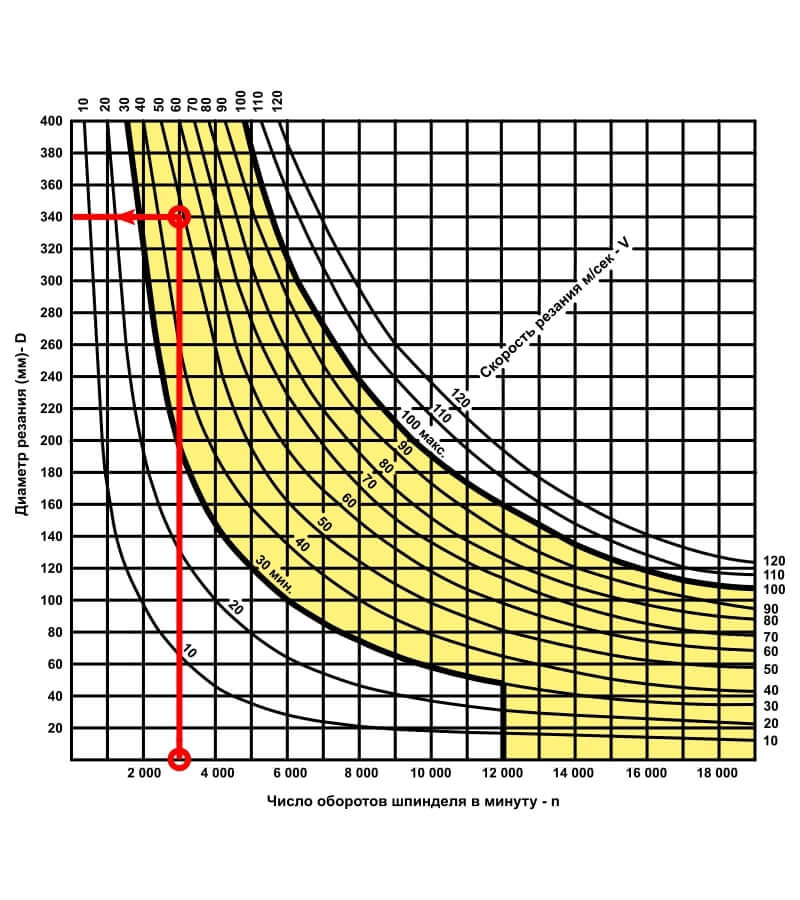
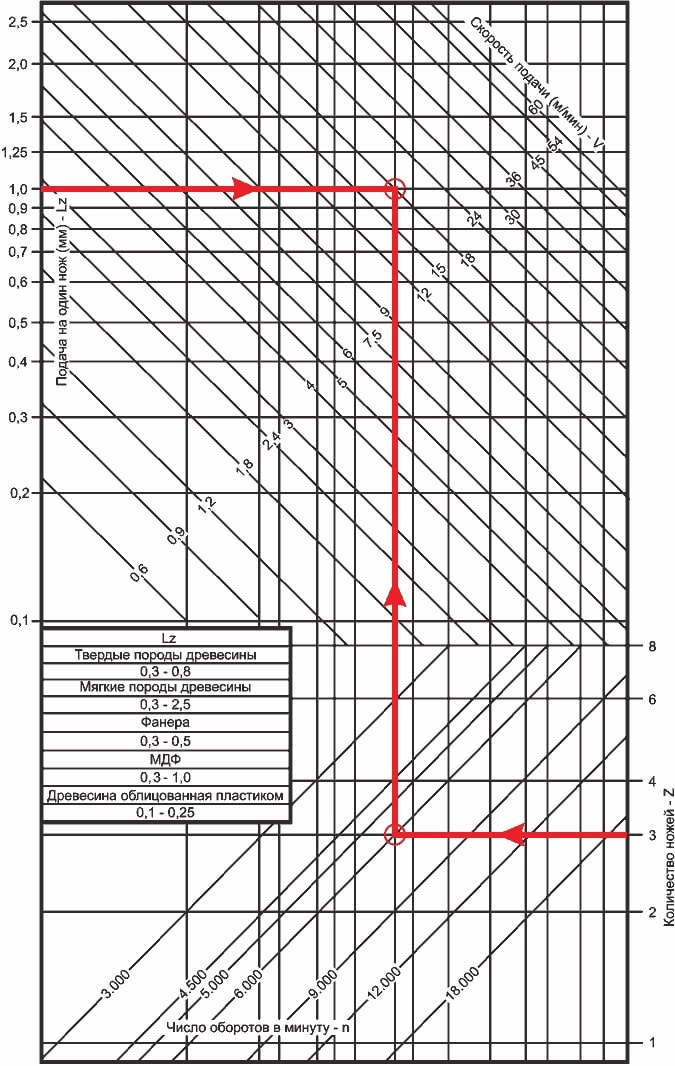
5.4 Во избежание преждевременного затупления ножей необходимо придерживаться рекомендуемых значений скоростей резания и подачи материала (схемы прилагаются), не допускать загрязнения заготовок.
В случае недостатка информации в настоящей инструкции для работы инструментом и его обслуживания, обратитесь к Изготовителю или его Представителю за консультацией. Не приступайте к работе без твердой уверенности в Ваших действиях.
6. Сведения о сертификации.
6.1 Инструмент отвечает декларации о соответствии ЕАЭС N RU Д-RU.HX37.В.00650/20.
Дата регистрации - 11.03.2020 г. Срок действия по 10.03.2025 г.
7. Гарантийные обязательства.
7.1 Гарантийный срок службы (кроме изнашивающихся частей - ножей, клиньев, винтов) при соблюдении правил эксплуатации, изложенных в настоящей инструкции, 12 месяцев со дня ввода в эксплуатацию.
7.2 Изготовитель не несет ответственности:
- при небрежном хранении и транспортировании инструмента владельцами;
- при самовольном изменении владельцем конструкции изделия или механической обработке фрез или деталей фрезерных сборок.
Свяжитесь с нами по электронной почте, WhatsApp, Viber, позвоните по телефону или заполните заявку на сайте. Мы спроектируем и изготовим фрезы с нужными характеристиками по чертежам, эскизам и образцам Ваших изделий. Заполнить заявку